一、简述塑胶一词,在人们生活起居中是很普遍的材料了,是归属于人工合成的有机化学原材料,一般被生产加工成粉末状、颗粒状或粘稠等产生的塑胶色母料,随后历经中后期生产加工,再亲身经历高溫的标准下,生产加工成需要的塑胶制品。你也别小瞧这种塑胶,优势都是许多的,如很轻,成本费便宜,生产制造周期时间短等。
人们通常能够将塑胶分为两大类,各自为:热固性塑料和热固性塑料。通常人们常说的塑料焊接我觉得是指热固性塑料的电焊焊接,人们一般还可以将热固性塑料分成结晶型和非结晶型两大类,通常还是是非非结晶型的使用量较为多,由于两者相较为起來,非结晶型的要比结晶型的更非常容易电焊焊接。
二、塑料焊接的方式 热气割是人们最普遍的塑料焊接方法:热气割热气割关键是借助喷漆枪来开展实际操作,使喷出来的暖空气或N2对塑胶焊接件和塑胶焊丝开展加温,水冷却后产生自身需要的图样或是文本。热气割关键适用大中型组织的电焊焊接,由于对接焊缝抗压强度过高。热气割在对溫度层面都是有必须规定的,通常一般溫度在200~400℃中间,水流量15~70L/min。热气割的焊机也包含二种,为手焊机和迅速焊机。我觉得二者较大的差别就是说喷头的不一样,更改一下下喷头就能从手焊机变为迅速焊机。迅速焊机通常由不得人工服务实际操作,全线由设备运行,在全部操作流程中,焊机均速前行,可是喷头工作压力是保持不变的。
其他塑料焊接方法的介绍:
2,热专用工具焊热专用工具焊都是平时中见的较为多的,关键是运用高溫表加温联接面,使之充足变软,使之有适度工作压力并夹持,水冷却后保持高密度联接。热专用工具焊通常适用热固性塑料原材料,联接更快,通常在410s中间。关键电焊焊接铝型材等塑件,必须具备必须总面积的加温专用工具,如电铬铁、接有加温元器件及操纵的厚钢板、无缝钢管,必须适度工装夹具。

3,电阻器嵌入焊将导电性的原材料放进电焊焊接页面中,给电阻器原材料释放电焊焊接工作压力,将电焊焊接页面上的塑胶熔融,熔融的塑胶互相湿润混台外扩散,清除原先的宏观经济电焊焊接页面产生焊接,另外电阳原材料被储存在最后的焊接中。电阻器嵌入焊的机器设备简易,实际操作起來也比相同设备要简易的多。
4,激光焊是运用原材料在分子水准上把激光器的光子美容能转换为能源的基本原理开展电焊焊接的方式 。塑胶从表层刚开始熔融随后充压水冷却产生焊接。电焊焊接更快,电焊焊接设备絕對不可以与塑胶相触碰,可电焊焊接难以接近的位置。往往激光焊沒有获得普遍的应用,根本原因激光焊机器设备较贵,并且还需相对工装夹具。针对装配线层面规定也十分严苛。
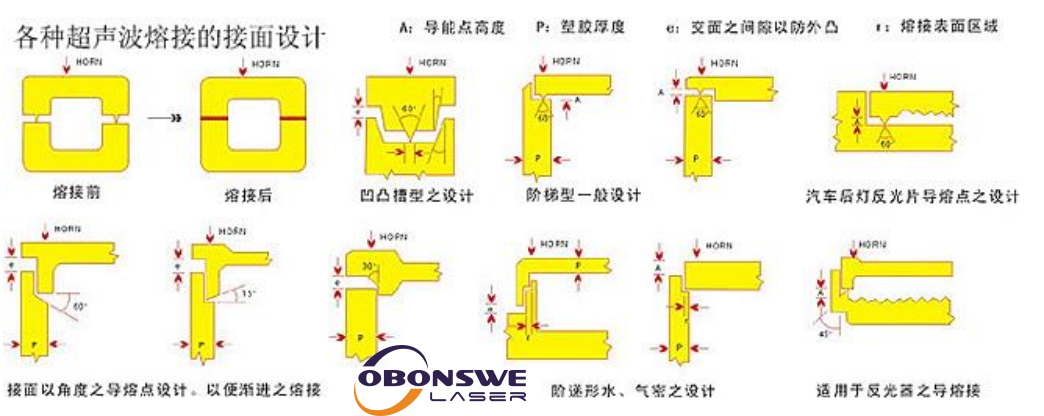
5,超音波焊是超音波根据被联接件,压触碰表层产生互相磨擦,造成的发热量将钢件表层熔融。可以打造1个令人满意的图样。通常适合热固性塑料原材料,连接头抗压强度高,电焊焊接更快、焊接美观大方。
6,电磁感应加热焊最不普遍的这种电焊焊接方法,是运用磁场对金属材料插进件开展加温,插进件周边的塑胶被加温变软,水冷却后产生连接头。连接头极易造成热应力,耐腐蚀性越差,必须应用高频率超声波发生器、加温电磁线圈、金属材料插进件等。交替变化磁场頻率通常为3~10MHz。
7,摩擦焊是运用联接表层互相磨擦转化成的发热量而保持联接的方式 。摩擦焊包含几类:转动摩擦焊、线形震动摩擦焊和搅拌摩擦焊。
8,有机溶剂焊是用有机溶剂变软非结晶型的热固性塑料,当有机溶剂彻底耗光、挥发时进行联接;这是根据被焊塑胶的融解而保持联接。连接头中带有足量的对接焊缝成份时抗压强度较高,有机溶剂应铺满联接地区的间隙。连接头抗压强度能够超过对接焊缝的抗压强度,需要自动焊机简单,实际操作非常简易,低成本。电焊焊接很慢,需长时间挥发,一些有机溶剂有毒副作用,对身体危害,留意安全防护。
欧邦斯威激光科技(苏州)有限公司,欢迎来电咨询:400-801-6353。
以上是欧邦斯威激光小编为您整理编辑,更多关于激光行业资讯,请持续关注欧邦斯威激光www.obonswe.com。